Lors de l’analyse d’un phosphate, il est important de prendre en compte 2 types de paramètres :
- Les paramètres nutritionnels qui seront utiles pour évaluer la qualité du produit ;
- Les paramètres technologiques qui informent sur la stabilité du produit et donc le risque de réaction chimique.
Cet article passe en revue les paramètres technologiques et leurs caractéristiques qui sont importants à prendre en compte lors de la formulation d’aliments pour animaux et lors du passage d’un aliment phosphaté à un autre.
Granulométrie
La granulométrie correspond à la détermination des dimensions d’un matériau (particules/ poudre / grains / solides fendus) et plus précisément de ses pourcentages respectifs avec l’étude de la distribution granulométrique. L’analyse granulométrique est donc l’ensemble des opérations dont le but est de déterminer la distribution granulométrique des éléments composant un échantillon. Cette méthode est fréquemment utilisée dans l’industrie alimentaire, la chimie fine, la fabrication d’additifs et l’industrie pharmaceutique.
Il existe différentes méthodes pour déterminer la taille des particules. Le choix entre les différentes méthodes existantes dépend de la taille des particules. Alors que les grosses particules sont mesurées à la main, les particules > 10 μm de diamètre sont souvent mesurées par tamisage et celles < 10 μm de diamètre par diffraction laser ou diffusion dynamique de la lumière : lorsque le faisceau laser pénètre dans l’échantillon, les petites particules diffusent largement la lumière, tandis que les grosses particules diffusent la lumière sous de petits angles. Cette méthode, qui intègre l‘analyse d’images, est largement utilisée car elle est reproductible, fiable et à un coût raisonnable. Le compteur Coulter est une autre méthode basée sur les variations de résistance électrique induites par les particules lors de leur passage à travers un orifice immergé dans un électrolyte. Enfin, lorsqu’il n’est pas possible d’accéder à un laboratoire ou d’emporter des échantillons, on peut utiliser la sédimentation, qui repose sur la relation entre la vitesse à laquelle les particules tombent dans un fluide et le rayon des particules.
La granulométrie peut être déterminée sur matière sèche ou humide. La méthode sèche permet de caractériser les poudres sans détruire l’agrégation initiale. La voie humide est utilisée pour disperser les particules. L’analyse sera réalisée sur des particules en suspension.
La granulométrie peut impacter d’autres paramètres technologiques des phosphates alimentaires. Son uniformité peut en effet influencer l‘homogénéité du produit final. La coulabilité, le risque de mottage et la réactivité peuvent également être impactés par la taille des particules : les risques sont plus élevés lorsque les particules sont plus petites. La production et les caractéristiques des installations doivent être prises en compte lors du choix de la taille de particule la plus appropriée.
Chaque produit Phosphea possède une granulométrie spécifique (granulés, micro-granulés ou poudre), chaque granulométrie correspondant à une gamme de tailles spécifique comme indiqué dans le tableau ci-dessous.
| Granule | 0.5 to 2 mm |
| Micro granule | 0.2 to 1.8 mm |
| Poudre | 0 to 0.25 mm |
Coulabilité
La coulabilité est la capacité d’une poudre à s’écouler librement de manière fluide et constante sous forme de particules individuelles.
Si la poudre est « difficile à écouler », elle peut former des amas qui peuvent endommager les installations. La meilleure valeur de coulabilité et donc celle qui est recherchée est 100.
La coulabilité peut être influencée par des paramètres intrinsèques tels que la teneur en eau et la taille des particules, mais aussi par des paramètres extrinsèques tels que l’humidité et la température
Les principales méthodes existantes pour mesurer la coulabilité des poudres sont les suivantes :
- La méthode de l’ angle de repos mesure l’angle formé par une poudre lorsqu’elle est versée dans un tas. Un angle plus petit indique une meilleure fluidité.
- Des essais de taraudage permettent d’évaluer la masse volumique apparente de la poudre après des gouttes ou des compressions successives. Une poudre qui se compacte facilement a généralement une meilleure coulabilité.
- Des études rhéologiques mesurent la résistance à l’écoulement de la poudre dans différentes conditions de contrainte et de déformation.
- Les mesures de cellule de cisaillement évaluent l’écoulement en appliquant une contrainte de cisaillement à la poudre et en mesurant la force nécessaire pour induire le mouvement. Cela permet une évaluation quantitative précise de la coulabilité.
Friabilité
La friabilité est la dégradation des granules par action physique (chocs mécaniques, frottements). Sa valeur doit être aussi basse que possible afin de ne pas impacter la qualité du produit.
Si le produit est trop friable, trop de poussière se formera lors de son utilisation chez le client, ce qui peut avoir un impact négatif sur la fabrication, l’emballage, le stockage et le transport. Les produits doivent être aussi résistants que possible pendant toutes ces étapes. La fabrication, l’emballage, le stockage et le transport eux-mêmes peuvent également influencer la friabilité. C’est aussi le cas du taux d’humidité qui, s’il est élevé, peut entraîner une mauvaise friabilité.
Les tests de friabilité sont largement utilisés dans l’industrie pharmaceutique pour évaluer la résistance physique et la durabilité des comprimés et des produits non enrobés. L’outil utilisé pour la mesure de la friabilité s’appelle Friabilator ou Testeur de friabilité. Les testeurs de friabilité utilisent une méthode standardisée, reproductible, fiable et efficace.
La friabilité est mesurée en pourcentage. L’objectif de Phosphea est d’avoir une friabilité inférieure à 1 %. Certains produits, comme le MCP, ont une friabilité plus proche de 0,5 % ce qui montre une bonne résistance physique du produit.
pH
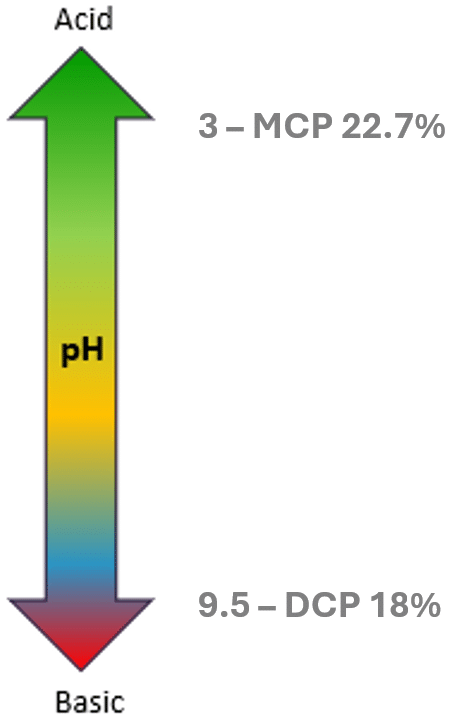
Le pH d’un phosphate doit être pris en considération en fonction de l’espèce concernée et de l’utilisation du produit final. Le pH a un impact sur l’activité enzymatique et la solubilisation des nutriments dans l’estomac. Les ruminants ont un pH ruminal basique à neutre (6-7) tandis que les monogastriques ont un pH gastrique acide (2-3). Les formulateurs d’aliments pour porcs et volailles recherchent donc du phosphate à faible pH pour protéger l’intestin des agents pathogènes et favoriser la solubilisation des nutriments. Ils utilisent même parfois des agents acidifiants qui aident à maintenir un pH optimal dans l’estomac, permettant un bon fonctionnement des enzymes protéolytiques et le contrôle de la microflore intestinale.
Le pH acide peut cependant être corrosif et ainsi renforcer le risque d’usure prématurée des machines, ce qu’il est essentiel de garder à l’esprit lors du passage d’un phosphate basique à un phosphate acide, en particulier pour les producteurs d’aliments minéraux. Néanmoins, les matériaux de revêtement sont souvent utilisés dans les lignes d’usines d’alimentation animale, ce qui limite les problèmes de corrosion.
Chaque phosphate alimentaire inorganique Phosphea a un pH fixe ou un intervalle de pH spécifique. La valeur de pH la plus basse d’un IFP Phosphea est de 3 et la valeur de pH la plus élevée est de 9,5.
Solubilité eau du phosphore (Pse) et réactivité
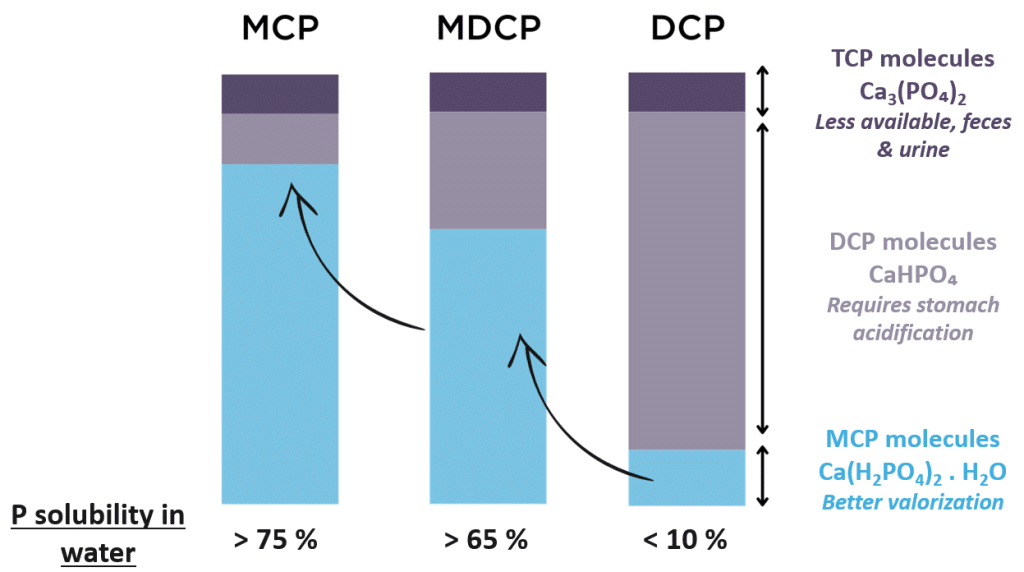
La solubilité du phosphore dans l’eau (Pse) reflète la proportion de phosphore (P) sous forme de molécules de MCP qui sont les plus solubles dans l’eau. C’est pourquoi un produit MCP a une Pse supérieure à 75 % tandis qu’un MDCP a une Pse supérieure à 65 % et qu’un DCP, dont la teneur en P provient principalement de molécules de DCP, a une Pse inférieure à 10 %. La quantité de molécules de MCP d’un produit est fortement et positivement corrélée avec :
- sa digestibilité (pour les porcs, les volailles et les espèces aquatiques) ;
- sa disponibilité pour les bactéries ruminales (pour les vaches) ;
- sa réactivité.
La réactivité d’un produit peut être mesurée par l’élévation de température à 5 minutes due à la réaction entre le phosphate et l’eau. Un produit réactif aura une élévation de température plus importante (réaction exo-thermique) ce qui signifie un risque de réaction chimique avec d’autres composants du premix ou de l’aliment minéral (ex : oxyde de magnésium).
Une réactivité faible à moyenne est donc généralement recherchée pour les minéraux, les prémélanges et les blocs à lécher, tandis qu’une réactivité élevée dans les aliments composés ou les seaux à lécher peut ne pas poser de problème.
Acidité libre et CO2
L’acidité libre reflète la teneur en molécules H3PO4 dans le phosphate.
Le CO2 reflète la teneur en molécules de CaCO3 dans le phosphate.
Dans les deux cas, une valeur trop élevée signifie que la réaction n’est pas complète : P et Ca ne sont pas totalement liés. Le risque est plus élevé pour les phosphates hygroscopiques comme le MCP.
L’acidité libre et le CO2 sont utilisés pour contrôler le processus de production.
L’acidité libre peut augmenter les risques de mottage.
Absorption d'humidité
L’humidité à 100 % correspond à la perte d’eau libre. Sa valeur ne doit pas dépasser 2 %. Une humidité élevée augmente le risque de réactions chimiques, de mottage (coulabilité réduite) et de mauvais stockage.
La perte à 250°C ou 550°C informe sur les molécules d’eau liées à des molécules de phosphate.
Le calcul Perte à 250°C ou 550°C – Humidité à 100°C permet de savoir si un DCP est anhydre ou dihydraté. Un résultat inférieur à 10 % signifie qu’il s’agit d’un DCP anhydre tandis qu’un résultat égal ou supérieur à 10 % signifie qu’il s’agit d’un DCP dihydraté qui va effectivement perdre ses molécules d’eau liées et par conséquent plus de poids entre 100°C et 250°C.
L’humidité d’un produit final dépend du processus de production (méthode de séchage), de l’atmosphère/climat et des conditions de stockage.
Pourquoi est-il si important de toujours analyser le % d’humidité et la teneur en P ensemble ?
Plus le taux d’humidité est élevé, plus le phosphore sera dilué dans le produit (pour les MCP par exemple qui sont très hygroscopiques). Le taux d’humidité peut ainsi impacter le pourcentage massique de phosphore dans le produit mais la quantité de phosphore dans le produit restera toujours la même. Le taux d’humidité est également très important à prendre en considération lors de la mesure des métaux lourds d’un phosphate : le calcul doit être effectué à 12 % d’humidité.
La seule réglementation de l’UE concernant le taux d’humidité des phosphates concerne l’étiquetage : au-dessus de 10 % d’humidité dans le produit, cela doit être indiqué sur l’étiquette.